


價格
¥1,457.00
型號
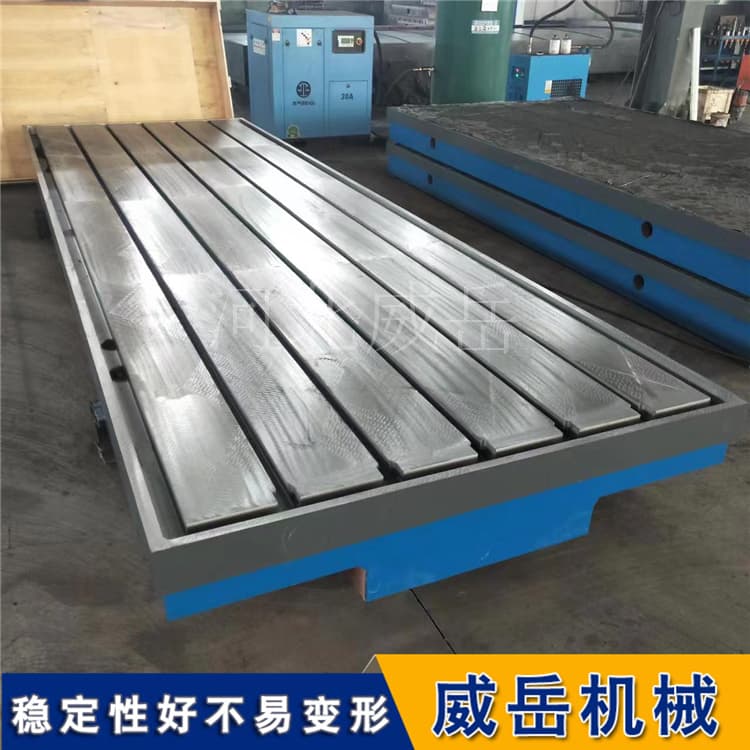
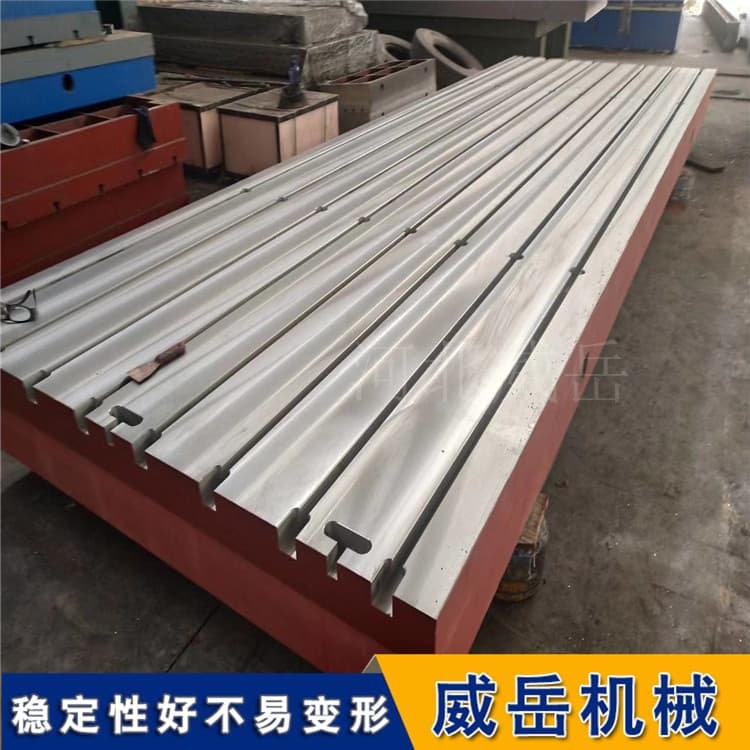
3*2m
品牌
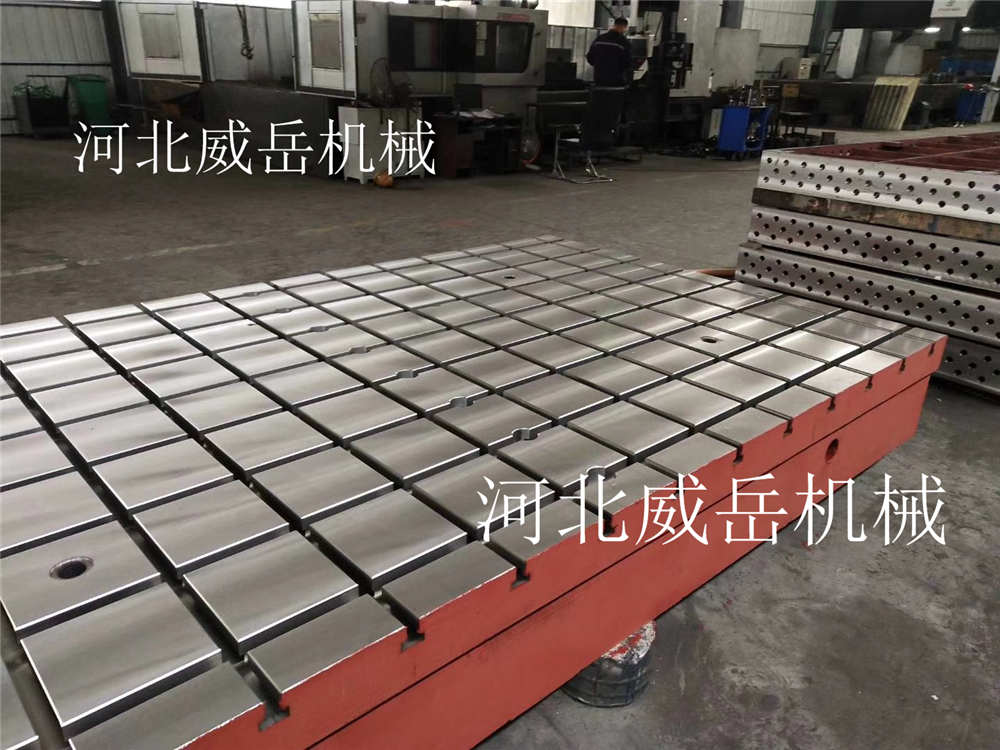
河北威岳機械
所在地
暫無
更新時間
2023-03-05 18:49:02
瀏覽次數
次
其他推薦產品



 會員服務熱線:010-62681193
展會合作/友情鏈接:010-62681114
會員服務熱線:010-62681193
展會合作/友情鏈接:010-62681114

 京公網安備 11010802023672號
京公網安備 11010802023672號
在使用它們的時候,只要我們注意好方法,掌握好技術,就能夠讓該平臺設備發揮一定的優勢效果。但我們要注意的是,若這款平臺在外觀上不具備優勢狀態,便多少都會影響工件的處理情況。當鑄鐵裝配平臺的斷裂過程比較復雜。但是體上看,都要經歷內部裂口萌生裂口擴展斷裂三個階段。斷裂前不發生明顯塑性變形的斷裂屬于脆性斷裂.
在正應力作用下,脆性斷裂是材料沿原子弱的晶體學平面分離而形成的斷裂,也稱解理斷裂.出現明顯塑性變形后發生的斷裂稱為延性斷裂。
延性斷裂是在切應力作用下沿滑移面發生而導致的斷裂,也稱剪切斷裂.有關灰鐵鑄件脆性斷裂的裂口形核機制,位錯塞積理論認為,材料受力后運動位錯收到晶界和雜質相阻擋產生位錯塞積.塞積群所構成的應力集中查過材料強度時,塞積群前段萌生裂口,脆性斷裂前裂口以 快速度擴展,根據應力關系分析,材料屈服應力同時大于裂口形,
鑄鐵裝配平臺的斷裂體看可以分為經下幾方面:
1.鑄鐵裝配平臺的材質原因.
2.鑄鐵裝配平臺本身應力.
3.鑄鐵裝配平臺安裝不當.
4.鑄鐵裝配平臺本身的鑄造缺陷.
5.鑄鐵裝配平臺承重.
裝配鑄鐵平臺在制作過程中先要考慮的是其工藝結構和性能。一方面提高生產率,另一方面要保證質量。在使用過程中要檢驗模樣的完整性,保證無缺陷使用。如果有缺陷要經過修理后才能夠使用。
在鑄鐵裝配平臺進行加工時難免會出現一些誤差,別擔心這都是正常現象,是可以通過一些其他方法進行
補償的,接下來就給大家介紹幾種誤差補償方法。
鑄鐵裝配平臺誤差補償法是指人為地造出一種新的誤差來抵消工藝系統中的原始誤差,當原始鏜床工作臺誤差是負值時人為的誤差就取正值,反之,取負值,并盡量使兩者大小相等。
對工藝系統的原始誤差,在有限的條件下,可以使其轉移到加工誤差的非敏感方向或其他不影響加工精度的方面去。若鑄鐵裝配平臺dinged誤差大時,可以采用分化某些原始誤差的辦法。就是把原始誤差按其大小均分為n組,每組毛坯誤差范圍就縮小為原來的1/n,然后按各組分別調整加工。
對于加工精度要求很高的機床工作臺,可以采用均化法。從對比中找出差異,然后進行相互修正或互為基準加工,使落地鏜床平板被加工表面的誤差不斷縮小和均。生產時,若發現有誤差,就應先找出影響加工誤差的主要因素,然后想辦法消除或減少這些因素。
鑄鐵裝配平臺在使用磨損后,可以重新修刮恢復其精度。
鑄鐵裝配平臺可用涂色法檢驗零件平面度,具有準確、直觀、方便的優點。在經過刮研的鑄鐵工作臺上推動表座、工件比較順暢,無發澀感覺,方便了測量,保證了測量準確度。
鑄鐵裝配平臺的鑄鐵質量和熱處理質量對平板使用性能產生較大影響:
或因殘存較大內應力使工作面變形;或因不耐磨損使精度不能保持;或因刮削困難得不到數值小的粗糙度。因此使用鑄鐵裝配平臺注意鑄鐵材料的選擇,采用時效處理等方法消除鑄鐵平板的殘余應力。
綜上所述,不難看出平面上不易耐久放置沉重工件,以及影響對角呈現變形鑄鐵裝配平臺需要堅持做好日常點點滴滴的保護作業,細節很重要,能夠延伸運用壽命!
鑄鐵裝配平臺不易變形的前提下就是需要選合格的鑄鐵裝配平臺,要經過自然時效處理或許人工熱處理削減內應力等契合國度規范工藝的。在鑄鐵裝配平臺的相對兩個側面上,應設置有安頓手柄、吊環等吊裝方法的羅紋孔或圓柱孔。規劃吊裝孔方位應考慮盡可能削減因吊裝而引發的變形。
鑄鐵裝配平臺的包裝和應當完好,鑄鐵裝配平臺外表不應有銹跡、劃痕、碰傷及其他影響運用的外表缺點。鑄鐵裝配平臺是用于工件檢測或劃線的平面基準用具。平臺裝置應調至水平、負荷均勻分布于各支點上,運用時應防止轟動。