購買數量: - + (庫存256件)

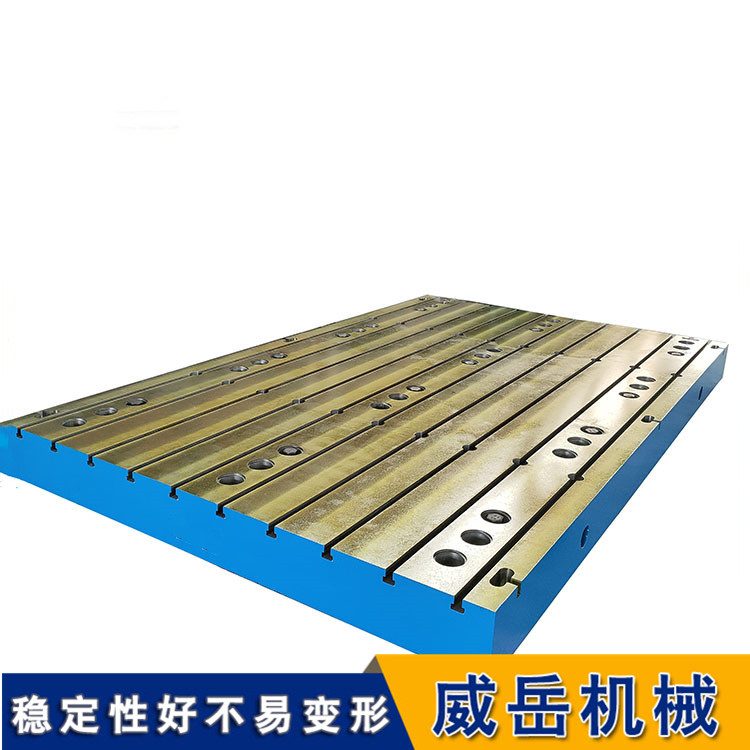
鑄鐵試驗平臺是機械制造、計量檢測等領域中用于工件檢測、劃線、裝配、試驗的核和心基礎設備。
通常采用高強度鑄鐵 HT200-HT300,工作臺一般硬度為 HB170-240,其硬度在 HB190 以上為佳。這種材質具有耐磨性好、消震性強等特點。
可作為零件尺寸精度、形位公差檢測的基準面;為電機、泵閥等產品的性能試驗提供穩固支撐;用于機械組件的裝配、對接調試,減少裝配誤差;還可在機械加工前,在平臺表面劃出工件的加工邊界、孔位等標記。
一、調平前準備:“工欲善其事,必先利其器”
工具選對不踩雷:
核和心工具:水平儀(精度≥0.02mm/m,優先框式水平儀)、扭矩扳手、鋼卷尺、鉗工錘
輔助工具:調整墊鐵(按平臺尺寸選,每 1.5m2 至少 1 組,每組 3 塊)、水平尺、清潔布、防銹油
環境 “排和雷” 很關鍵:
遠離震源(機床、風機等,間距≥3m),避免陽光直射、空調直吹,室溫保持 15-25℃,濕度≤65%,不然精度 “飄到沒朋友”~
平臺清潔 “細節控”:
擦凈平臺底面、工作面及墊鐵表面的鐵屑、油污、灰塵,無毛刺、雜物,防止 “臟東西” 影響貼合度,精度直接打折扣!
二、調平步驟:“步步為營,穩如老狗”
墊鐵擺放:“三點定和位,均勻受力”
小型平臺(≤2000×1000mm):按 “三角形” 擺放 3 組墊鐵,分別位于平臺兩端及中間位置;
大型平臺(>2000×1000mm):按 “等間距” 擺放,每 1.2-1.5m 一組,墊鐵與平臺底座貼合率 *,杜和絕 “虛接” 晃動感~
墊鐵高度:統一調整為 50-100mm,預留調平空間,避免 “高低錯落” 難校準。
初步找平:“粗調到位,不偏不倚”
將平臺輕輕放置在墊鐵上,用水平尺大致檢測縱橫方向,手動調整墊鐵高度,讓平臺 “不傾不斜”,初步消除明顯傾斜;
擰緊墊鐵螺母,固定初步位置,防止調平過程中 “跑位”。
精和準調平:“強迫癥級校準,誤差歸零”
水平儀放置:將框式水平儀放在平臺工作面的四角及中和心 5 個關鍵位置,每次放置時輕按水平儀,確保與工作面貼合緊密;
縱向調平:先調平臺長度方向,旋轉墊鐵螺栓,觀察水平儀氣泡,氣泡居中即達標(0 級平臺誤差≤0.01mm/m,1 級≤0.02mm/m,2 級≤0.04mm/m),調完后鎖緊螺母;
橫向調平:同理調整寬度方向,重復檢測 5 個關鍵位置,確保縱橫方向氣泡均居中,無 “一邊高一邊低”;
重復校驗:調平后將水平儀旋轉 180° 放置在同一位置,再次檢測,氣泡偏差≤0.005mm/m,說明調平精和準,避免 “假水平”。
固定鎖緊:“鎖死安和全感,杜和絕回彈”
所有方向調平達標后,用扭矩扳手按 “對角線順序” 均勻擰緊墊鐵螺母,力度適中(扭矩 50-80N?m),別 “猛擰” 導致平臺變形;
大型平臺需加地腳螺栓固定,螺栓間距≤1.5m,與墊鐵配合使用,雙重保障,防止長期使用中 “移位”。
三、驗收標準:“數據說話,不翻車”
精度檢測:“重復驗證,數據一致”
用 0.02mm/m 精度水平儀全和面檢測工作面,縱橫方向每 1m 測量一個點,所有點的平面度誤差均符合對應精度等級要求;
放置標準塊在平臺不同位置,測試重復定和位精度,連續 3 次檢測數據偏差≤0.003mm,才算 “過關”;
穩定性測試:“靜置考驗,紋絲不動”
調平后靜置 24 小時,再次檢測水平度,氣泡無偏移、數據無變化,說明內應力穩定,不會 “后期回彈”;
輕敲平臺工作面邊緣,觀察水平儀氣泡,無明顯晃動,證明固定牢固。
四、注意事項:“避坑指南,少走彎路”
調平時禁止 “單點用力過猛”,避免平臺局部變形,導致精度 “碎一地”;
環境溫度變化會影響精度,調平應在室溫穩定后進行,避免 “熱脹冷縮” 干擾;
調平過程中若發現平臺工作面有劃痕、凹陷,需先修復再調平,不然影響檢測準確性;
大型平臺調平可分階段進行,先調整體,再細化局部,避免 “顧此失彼”;
調平后及時記錄數據(水平度誤差、墊鐵位置、環境參數),后期維護有據可查,避免 “出問題說不清”~
總結:調平核和心就 3 點 —— 墊鐵擺得勻、水平儀用得準、螺母鎖得牢,按步驟操作,精度直接 “穩如泰山”,試驗數據不 “掉鏈子”!
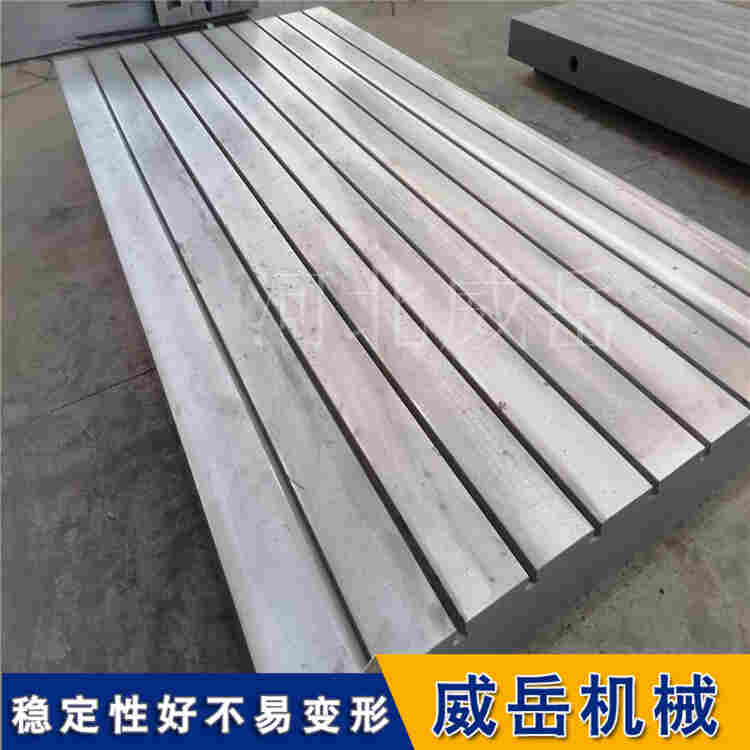
鑄鐵試驗平臺是機械制造、計量檢測等領域中用于工件檢測、劃線、裝配、試驗的核和心基礎設備。
通常采用高強度鑄鐵 HT200-HT300,工作臺一般硬度為 HB170-240,其硬度在 HB190 以上為佳。這種材質具有耐磨性好、消震性強等特點。

友情鏈接
Copyright 2003 - 2025 testmart.cn All Rights Reserved 儀器儀表交易網 版權所有 京ICP備12051490號-9 京公網安備 11010802023672號
京公網安備 11010802023672號